






























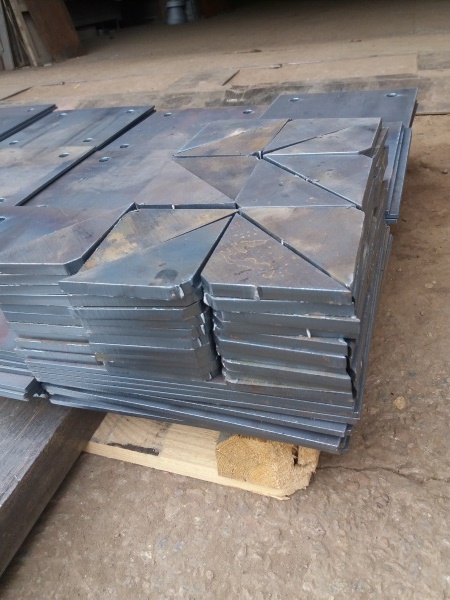





Изготовление форм, вакуумная формовка
Размер рабочей зоны формовки 1900х900х500 (Д*Ш*В) Подробности вы можете узнать по телефону: (496) 519-56-99 Вакуумная формовка Технология вакуумной формовки является одной из наиболее развивающихся в современной производственной индустрии и используется для изготовления объемных изделий из пластика массового тиражирования. При помощи вакуумной формовки
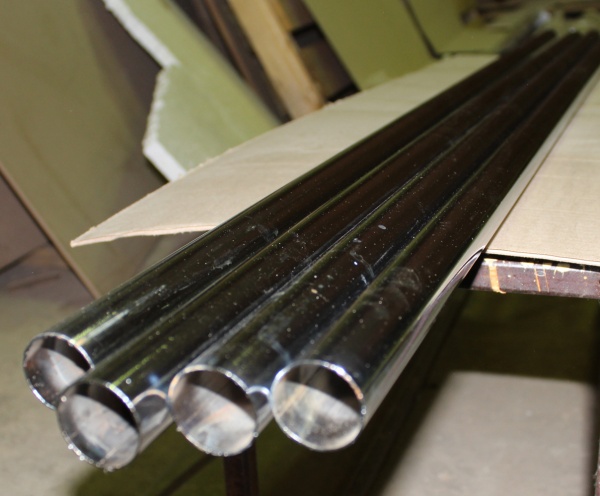
Распиловка прутков
Стоимость резки прутка. Стоимость указана в руб. за 1 рез. Диаметр От 1 до 20 раз От 20 до 100 раз Свыше 100 раз от 8 до 12 мм 21 19 17 от 14 до 20 мм 38 31 24

Cварка металлоконструкций
Операция сварки – широко востребованный этап металлообработки. Она подразумевает образование надежного неразъемного соединения двух кромок металла за счет изменения в их кристаллических решетках. Сваривание двух деталей может происходить благодаря формированию сплошного непрерывающегося шва по всей линии соединения или экономичным точечно-контактным методом.